In modern warehouse operations, optimizing material handling is key to increasing efficiency and reducing operational costs. Vertical reciprocating conveyors (VRCs), play a critical role in achieving these objectives.
Let’s explore five ways that PFlow’s M Series mechanical VRC helps streamline processes, improve workflow efficiency, and integrate into broader automation systems.
1. Streamlines Material Handling Operations
A 2-post mechanical material lift greatly enhances the efficiency of a warehouse’s material handling process by enabling the smooth vertical transfer of goods between different levels. It is particularly valuable in multi-level storage facilities, which have become common as warehouses seek to maximize vertical space utilization rather than expanding horizontally.
The PFlow M Series Lift:
- Eliminates bottlenecks in manual handling by automating the vertical movement of goods, allowing workers to focus on more complex tasks.
- Facilitates seamless transitions between floors and levels of mezzanines, speeding up material flow and avoiding delays caused by traditional manual equipment such as forklifts.
- Increases safety by minimizing human interaction with goods during vertical transport, thus reducing workplace accidents and product damage.
With its ability to transport heavy loads to virtually any height, PFlow’s M Series Mechanical VRC enhances productivity by supporting continuous operations, essential for fast-paced warehouses handling large volumes of goods.
2. Enhances Workflow Efficiency
Workflow efficiency in warehouses is largely determined by how well the movement of materials is organized. PFlow’s M Series 2-post mechanical material lift supports this by:
- Reducing manual labor requirements cuts down on labor costs but also minimizes the chance of human error and delays.
- Supporting high-speed operations where constant cycling of loads is necessary. Mechanical VRCs are designed for continuous operation, which means that they can handle heavy-duty tasks without overheating or needing frequent maintenance.
- Synchronizing with horizontal automation systems, like conveyor belts, allows for an automated, uninterrupted flow of goods from one stage of the process to another. This integration ensures smoother coordination between vertical and horizontal transport tasks.
By utilizing a M Series material lift, warehouses can achieve higher throughput and ensure faster processing times, especially in complex multi-tiered operations.
3. Customizable Features that Support Automation
Several customizable features of the M Series material lift contribute to automating warehouse processes.
Multiple Load Configurations: Lifts can be customized for different loading and unloading patterns (C-load, Z-load, or 90-degree loading), depending on space constraints and material flow requirements. This flexibility ensures that the lift fits seamlessly into any existing automation setup.
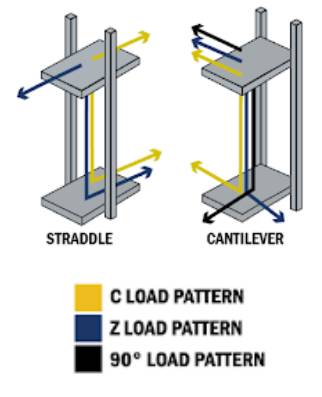
| Feature | Straddle Configuration | Cantilever Configuration |
|---|---|---|
| Load Capacity | Higher load capacity due to dual-sided support | Lower load capacity, supported only on one side |
| Stability | More stable with load distributed evenly on both sides | Stable, but greater force is applied to the upright posts of the VRC due to the orientation of the carriage with the uprights |
| Platform Size | Supports larger platforms for bulky or oversized items | Smaller platform sizes than cantilever |
| Vertical Travel | Unlimited | Unlimited |
| Flexibility (Loading/Unloading) | Accommodates C and Z load/unload patterns | Can accommodate C, Z, and 90° loading patterns providing more flexibility for load/unload in space-constrained areas. Accommodate taller cargo. |
Advanced Sensor Integration: These lifts can incorporate sensors to enable communication with automated guided vehicles (AGVs), autonomous mobile robots (AMRs), or warehouse management systems (WMS). Real-time data enables precise load handling and error reduction, ensuring the automation system works without human oversight.
High Lifting Capacities: Capable of lifting up to 10,000 pounds (based on carriage size), these lifts can be customized to handle oversized loads, supporting various warehouse needs without requiring multiple systems.
Each of these features ensures that the lift can be fine-tuned to match specific warehouse requirements, improving the overall efficiency, accuracy, and speed of material handling tasks.
4. Pairing with Other Automation Systems
The M Series mechanical material lift works seamlessly with other automation equipment to further enhance warehouse efficiency:
- Conveyor Belts: The M Series lift can integrate with horizontal conveyor systems, facilitating the smooth transporting of goods across different levels. When paired, the conveyor handles horizontal transport while the lift manages vertical transitions, creating an efficient multi-directional material flow system.
- Pick Modules: The M Series VRCs also complement pick modules by ensuring that materials are transported between different storage levels quickly and efficiently. The lift can move large volumes of products from high storage racks to picking areas, streamlining the entire order fulfillment process.
- AGVs and AMRs: The lift’s integration with mobile robots boosts automation by allowing robots to drive onto the lift’s platform and travel with the lift, or offload the payload for travel to the desired floor level. The robots can continue their tasks to the next level without human intervention, increasing overall efficiency.
This synergy allows for the complete automation of material handling across multiple levels, creating an integrated, smooth-running operation from picking to packing and shipping.
5. Efficiency and Cost Reduction
A 2-post mechanical material lift, like the M Series VRC, provides warehouse and distribution centers with several benefits impacting long-term performance. These lifts help enhance safety by minimizing reliance on forklifts, thereby lowering the risk of accidents and injuries associated with manual lifting.
Additionally, the use of VRCs streamlines workflow efficiency, allowing employees to focus more on higher-value tasks such as quality control and inventory management rather than material transportation. By automating vertical lifting, VRCs contribute to smoother operations, reducing labor costs associated with manual handling and improving overall facility productivity.
Increased Focus on Vertical Space
As the demand for maximizing cube space grows, multi-story facilities and mezzanines are becoming increasingly common, and improving warehouse automation with mechanical VRCs is now a critical focus in these strategies.
Incorporating the 2-Post M Series Mechanical VRC into this setup significantly enhances operational efficiency by optimizing vertical space and streamlining material handling processes.
These lifts offer seamless integration with other automation systems, support for recent technological advancements, and customizable features, making them indispensable in the modern warehouse.
By improving the speed, safety, and cost-effectiveness of vertical transport, the M Series provides a strategic advantage for companies aiming to scale their automation efforts, reduce costs, and remain competitive in today’s fast-paced logistics environment.
Learn more about improving warehouse automation with mechanical VRCs, or get a quote now.